Zoals beschreven staat bij de conclusie van derde was- en buigtest is het belangrijk om de Z-offset te bepalen. Het gebruik van de juiste Z-offset leidt tot een mooi printresultaat, waarbij de print stevig op het textiel bevestigd is.
De eerste test met de Z-offset is helaas niet goed verlopen. De afstelling van de 3D-printer was niet meer correct en hierdoor printte deze niet goed. Het gevolg hiervan was dat de objecten niet volgens het ontwerp uit de printer kwamen. De gootjes die geprint zijn, zijn hierdoor niet bruikbaar. Tijdens de zomermaanden heeft de printer stilgestaan. Tezamen met de wisselende temperaturen kan dit geleid hebben tot een verandering in de afstand tussen de nozzle en het printbed. Deze afstand heeft direct invloed op de printkwaliteit. Om dit op te lossen, moet de printer eerst opnieuw gekalibreerd worden.
Tijdens het afstellen van de printer bleek dat de klemmen, die eerder zijn gemaakt, niet goed meer waren. Deze klemmen waren niet goed in staat meer om de glasplaat goed op het warmtebed te klemmen. Hierdoor bleek het goed afstellen van het printbed zo goed als onmogelijk te zijn. Om dit probleem aan te pakken, zijn er nieuwe klemmen gemaakt, waardoor vervolgens het printbed goed afgesteld kon worden. De geprinte objecten hebben nu een acceptabele kwaliteit.
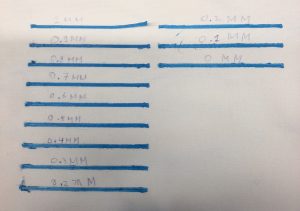
Er is getest met een Z-offset van 1 mm tot 0 mm, met telkens een stap van 0.1 mm. De gootjes van 0.1 mm en 0 mm zijn bijna niet zicht- of voelbaar. Het gootje van 0.2 mm is op enkele plekken niet helemaal naar wens. Dit heeft te maken met de plaatsing van het gootje op het textiel. Dit is het gevolg van het feit dat het textiel op die plek vast zat onder een klem.
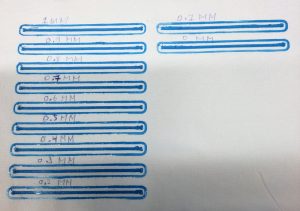
De 1 mm versie is vrij gemakkelijk van het textiel te verwijderen; dit kost bijna geen moeite. De bedoeling hierbij was dat het gootje gedeeltelijk in het textiel zou worden geprint, ten bevordering van een betere hechting. Na het losmaken bleek echter dat het gootje op het textiel geprint is in plaats van erin.
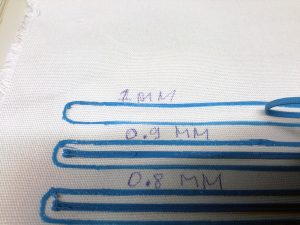
De 0.9 mm versie is wat lastiger los te krijgen. Als er echter eenmaal een begin gemaakt is, dan is ook deze variant eenvoudig te verwijderen. De 0.9 mm versie trekt meer aan het textiel dan de 1 mm variant.
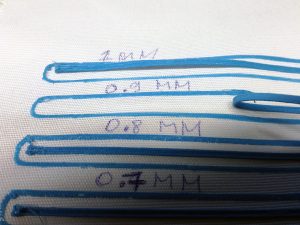
Voor de 0.8 mm tot en met de 0.3 mm versies geldt eigenlijk hetzelfde: ze zijn steeds iets lastiger los te krijgen dan hun voorganger, maar als het begin eenmaal los is, dan zijn ze alsnog makkelijk los te trekken.

De 0.2 mm versie was heel lastig om los te krijgen. Daarbij brak ook nog eens het filament op de plek dichtbij de klem. Deze versie zit duidelijk beter vast dan diens voorganger.
De 0.1 mm is bijna niet los te krijgen. Ook als er eenmaal een stukje los is, is het lastig om deze verder los te maken. Deze versie zit goed vast aan het textiel en laat na afloop een duidelijke hechtingsbaan achter.

De 0 mm versie is zo goed als onmogelijk om los te krijgen. Zelfs als er een heel klein stukje los zit, is het alsnog lastig om deze los te trekken.
Conclusie
Qua hechting is de 0 mm variant het beste. Er moet echter wel gekeken worden hoe de gootjes een acceptabele kwaliteit krijgen. Een mogelijke oplossing zou zijn om de gootjes in twee keer te printen: eerst een onderlaag en daar overheen het gootje. Een andere optie zou zijn om het gootje aan de onderkant meer dikte te geven, zodat deze alsnog opgebouwd kan worden.
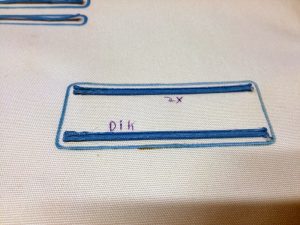
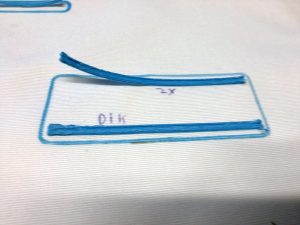
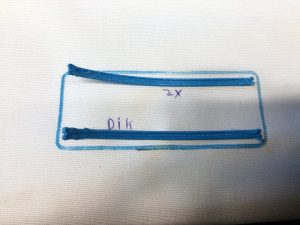
Onderzoek in navolging van de conclusie
In navolging van de conclusie heb ik een test uitgevoerd zoals beschreven staat in de conclusie. Hierbij zijn er twee banen geprint van allebei dezelfde dikte, namelijk 1,2 mm. Een baan is in één keer geprint en bij de andere is er eerst een onderlaag geprint van 0,6 mm met daaroverheen het gootje. Het uiteindelijke resultaat is niet echt verschillend. Het lijkt erop dat de baan die in één keer geprint is er iets strakker uitziet. De dikte heeft nauwelijks invloed op de buigzaamheid.